3DQ FullHeat — 3d-принтер мечты?)

Распаковка и сборка
Открыть, достать, разложить пакетики…


Для сборки необходимо:

Остальное в маленькую коробку обратно.
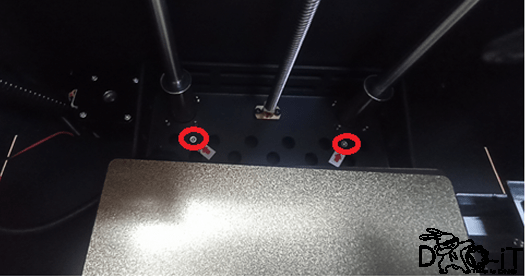
- Откручиваем транспортировочные винты

- После этого выдвигаем штангу и откручиваем последний, фиксирующий головку, винт
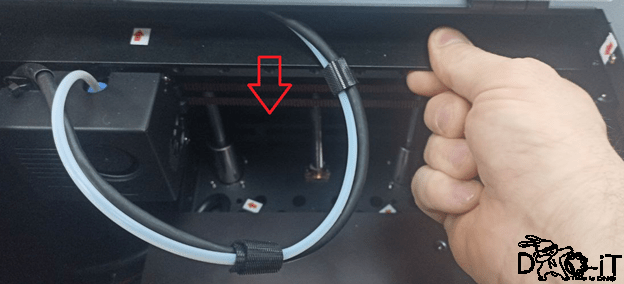
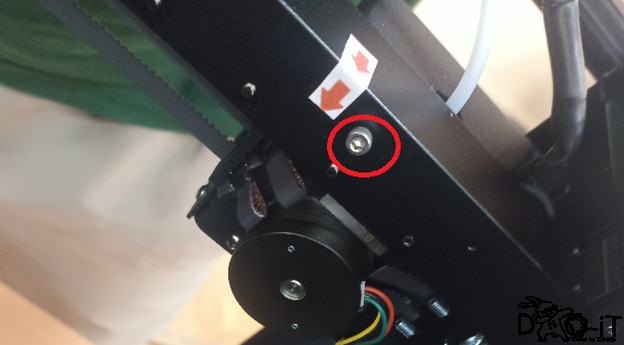
* Короткие болтики откладываем, они понадобятся при креплении держателя катушки!!
- Крепим верхнюю крышку с помощью болтов из пакетика М3Х10. Там же устанавливаются пластиковые упоры. Дырочки могут не совсем совпадать, так что сначала вкручиваем болты на пару- тройку оборотов, и только после того как наметили все болты – затягиваем. Иногда надо отпустить крепления на самой крышке.


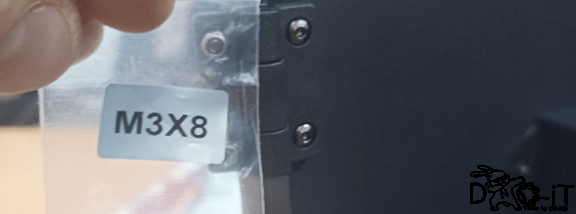
- Крепим боковую дверцу из пакетика М3Х8
- Крепим ручку боковой дверцы болтиками из пакетика М4Х8

- Собираем держатель для катушки из пакетика М5Х30

- Крепим его к задней стенке при помощи коротких транспортировочных болтов, которые мы отложили

ЗАПРАВКА – НАСТРОЙКА – КАЛИБРОВКА
- Включаем принтер в розетку!
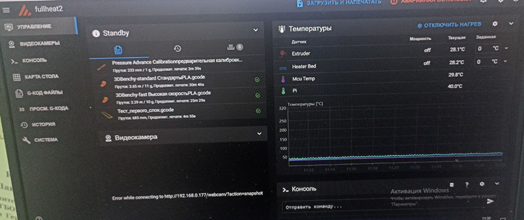
- Запускаем прогрев стола:
- Удаляем лишние профили из карты стола:


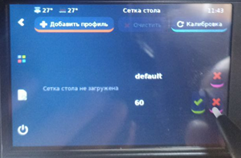
* оставляем только default
- Подключаем принтер к локальной сети (по проводу или wifi)
- В ту же сеть подключаем ноут
- На принтере смотрим ip-адрес
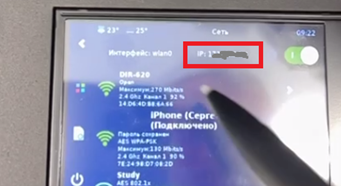
- В браузере на ноуте вводим ip-принтера
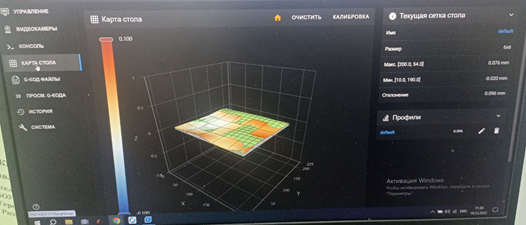
- Переходим в «Карту стола»
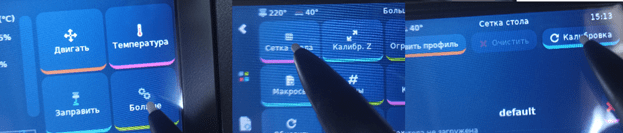
- Возвращаемся к принтеру. Он должен был уже нагреться и теперь запускаем калибровку стола (Калибровка производится ТОЛЬКО на нагретом столе!!!)
- После окончания калибровки на окошке принтера «принимаем» калибровку. На ноутбуке смотрим карту стола в профиле default. Обратите внимание на отклонение (справа в блоке Текущая сетка). Если отклонение меньше чем 0.2, то калибровку делать не надо. Идеально – 0.1. Если отклонение больше – Велком на квест)
 Видим следующую картину
Видим следующую картину

По стрелочке – вид стола в принтере спереди
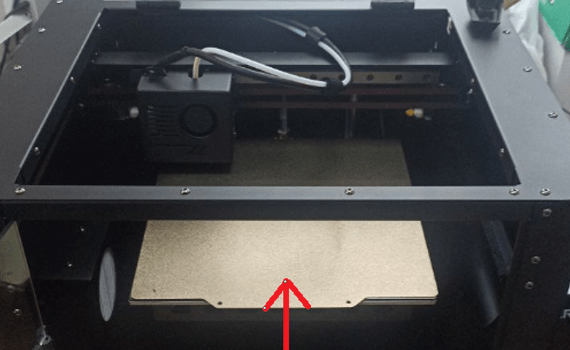
Снимаем пластину (подложка) рабочего стола, под ней видны болты, их надо выкрутить против часовой стрелки на один оборот все. После ВЕРНУТЬ пластину на место и запустить калибровку снова. После калибровки на карте стола посмотреть «горы»/«впадины» и соответственно закрутить/выкрутить соответствующие болты. Опять вернуть пластину на место и повторить процедуру. Выполнять до тех пор пока отклонение не станет меньше 0.2. У меня в лучшем случае было 0.089. Это занимает примерно часа 2, но с каждым разом быстрее.
- Приступаем к калибровке по оси Z. (пластина должна быть на столе, а у вас приготовлен лист А4, стол и экструдер должны быть разогреты для PLA – пункт 2 данной инструкции). Жмем как на картинках.
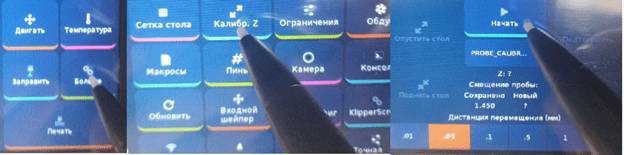 После того как голова выровнялась посередине стола и остановилась, подкладываем под нее лист А4.
После того как голова выровнялась посередине стола и остановилась, подкладываем под нее лист А4.
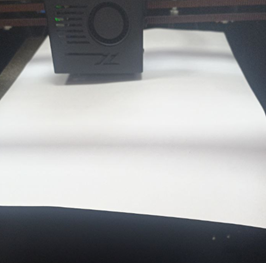
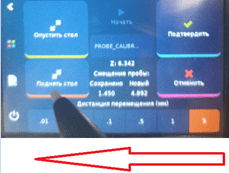
Выбирая значения постепенно поднимаем стол. После каждого подъема проверяем свободно ли движется лист, если лист зажало – опускаем стол на то же значение, уменьшаем значение и снова поднимаем стол. Выполняем до тех пор, пока лист бумаги не начнет выниматься с усилием, а на бумаге не будет оставаться слегка продавленный след от сопла. После этого «подтверждаем» калибровку
- Распаковываем бухту из комплекта
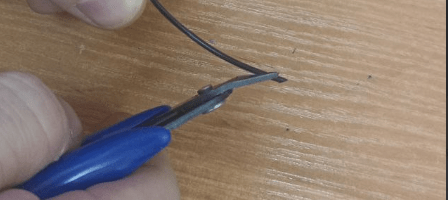
- Обрезаем пруток под острым углом
- Пропускаем пруток через датчик филамента на задней стенке принтера

И проталкиваем до упора через белую трубку до входа в голову экструдера (Экструдер должен быть нагрет для PLA, пункт 2!).Жмем «заправить», а после жмем «загрузить»

Из сопла выйдет струйка пластика. Это означает, что принтер готов к печати. Никаких щелкающих звуков быть НЕ ДОЛЖНО!
- Печатаем «Тест первого слоя»
Края должны быть ровные, уголки пропечатаны. Если печать отличается от примера – выполните калибровку по Z заново.
Автор статьи: @MyVeloLife, спасибо!
Оригинал: 3DQ FullHeat.docx
Во время настройки, на пункте #Жмем «заправить», а после жмем «загрузить» принтер издает челкающие звуки, пластик из сопла не выходит. Подскажите что делать как быть?
У вас засор.
Если пластик не обломился, то можно дать температуру повыше и через менюшку попробовать понемногу погонять его туда-сюда. Если застрял намертво, то только снимать кожух, ослаблять прижимной винт, греть до верхней границы вашего филамента, ждать, пока хорошо прогреется, а потом пробовать раскачивать возвратно-поступательными движениями.
Если это не помогает или пруток свободно вытаскивается руками, но при заправке не продавливается, то придётся разбирать и чистить руками. Вот видео, чтобы примерно представить процесс: https://rutube.ru/video/6c8b0a13433f3b20a252d0b7cb597e38/ . Ну или ищите в поисковике «Kingroon KLP1 очистка экструдера».
Есть подозрения, что это kingroon klp1, который «импортозаместили» путём резки другой эмблемы на передней панели и замены надписей «KINGROON KLP1» на «3DQ FullHeat» в дефолтном WEB интерфейсе.
Собственно принтер сам сообщает об этом, если зайти не на дефолтный 80, а на 81 порт (к примеру, http://192.168.0.2:81), где вас будет ждать mainsail web ui с заголовком «KINGROON KLP1».
Это, собственно, к тому, что можно смело искать мануалы и запчасти именно к KINGROON KLP1 и они, с вероятностью 99,9% подойдут.
И мне удалось собрать профиль в orca slicer и выходит достаточно неплохое качество. Готовые профили для куры мне как-то не очень. И не забывайте сушить пластик, тоже помогает. Вот некоторый пример https://postimg.cc/JHq0RQQ8
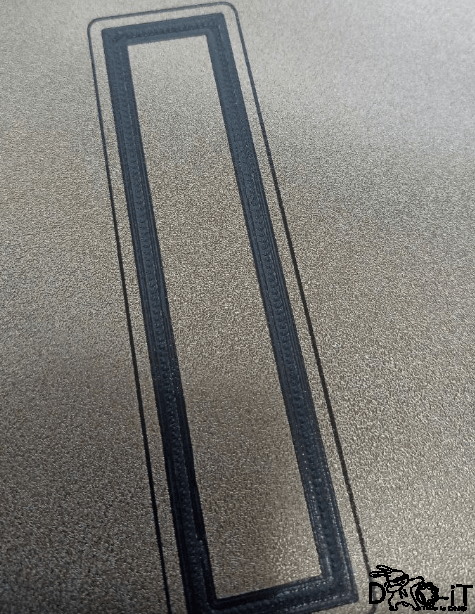
https://postimg.cc/fV3df6K8 в процессе печати подвижного дракона
И достаточно подключить вебку в usb порт принтера, то сразу ее подхватил
делись профилями 😀
Для orca slicer можно взять профиль для KINGROON KLP1 вот инструкция к нему https://kingroon.com/en-germany/blogs/3d-print-101/orcaslicer-using-on-kingroon-kp3s-pro-v2-and-klp1-3d-printer
и ссылка на конфиги https://1drv.ms/f/s!AmGcVrncIH3Zk2otPcnHZrOZPGA5 (у нас версия KLP1 210)
Я использую эти конфиги https://disk.yandex.ru/d/hsAvMziUgixjUg
Получается вот так https://disk.yandex.ru/i/I6fG-JVjkJ6ALA
Какая вебка и какой USB порт, там их 3 штуки.
В любой.
ssh mks@
Пароль: makerbase
Дальше смотрим какое устройство куда подключено командой ls -l /dev/v4l/by-id
Вот пример из моего вывода:
lrwxrwxrwx 1 root root 12 May 7 16:17 usb-Sonix_Technology_Co.__Ltd._USB_2.0_Camera-video-index0 -> ../../video4
lrwxrwxrwx 1 root root 12 May 7 16:17 usb-Sonix_Technology_Co.__Ltd._USB_2.0_Camera-video-index1 -> ../../video5
У камеры может быть несколько id, поэтому ориентируемся на index0
Видим, что это ссылка на /dev/video4
Можно, по идее, в конфиг забить и /dev/v4l/by-id/usb-Sonix_Technology_Co.__Ltd._USB_2.0_Camera-video-index0
но я у себя указал ссылку на само устройство и пока оно адрес не меняло.
Ну и настраиваем адрес камеры в файле crowsnest.conf через WEB интерфейс или по ssh выполнить nano /home/mks/printer_data/config/crowsnest.conf
у меня блок настроек камеры выглядит так:
[cam 1]
mode: mjpg
port: 8080
device: /dev/video4
resolution: 640×480
max_fps: 15
по завершении и перезагрузки принтера можно добавлять камеру через web интерфейс и она должна там определиться.
при отправке комментария редактор порезал спецсимволы.
ssh mks@IP_адрес_камеры
потом ввести пароль makerbase